一、企业简介
中粮糖业辽宁有限公司是中国食糖生产和加工行业单体工厂规模位列前三甲的精炼糖标杆企业。公司2010年7月工商注册,占地430亩,于2015年8月投产,日加工能力3000吨,年产100万吨白糖。公司性质为央企控股、国有股份占主体的中外合资企业。
公司定位于制糖行业的中高端市场,主体设备和工艺采用德国BMA技术,自动化程度高,是国内制糖行业技术领先的精炼糖厂。公司为满足市场和消费者对食品安全和品质日益提高的标准和要求,从产品品种(精制绵白糖、优级绵白糖、精幼砂糖、优级砂糖、一级砂糖)到包装形式(吨袋、50Kg编织袋和25Kg牛皮纸袋以及后续规划推出的液体糖、500g和1000g小包装等),从产品质量到物流服务,以用户为核心,以市场为导向,践行差异化的经营理念。
公司以产、供、销一体化为经营模式,重视产品质量提升和低成本运营,秉持为客户提供安全放心的食糖产品和优质服务的企业使命,服务市场,满足客户。

二、智能工厂实施成果
辽宁糖业智慧工厂项目建设完成后,可达到设备利用、库存周转、订单交付、安全生产等方面均有大幅提升,其中人员降低4%,运营成本降低18%,数字化生产设备联网率提升50%,单位产值能耗(吨标准煤/万元)降低25%,设备综合利用率提升35%,库存周转率提升10%;订单准时交付率提升20%;
三、数字化工厂主要应用场景
1.信息基础设施
(1)公司于2023年网络组建完成公司DCS系统采用双路由光纤AB网,A、B网之间采用万兆光缆及千兆双绞线,以保证高速、低延时的传输。每台交换机配置两个路由器,可同时工作在A网和B网之间,并在其中一台交换机上设置远程访问服务器,实现数据交换与控制。公司核心设备均采用全数字集中控制方式,各岗位通过使用DCS控制系统,可对生产现场实行集中管理和监视。
(2)仓储库区实现全区域工控无线网络覆盖,通过NAC进行统一配置管理,可使手持PDA、RFID感应门等工控设备实现无感漫游,保障数据传输稳定性的同时大幅度提升了工控网络安全性。

(3)公司信息安全方面已将全部公网应用集成到中粮E家(企业微信中粮集团私有化部署版本),相关系统应用均使用单点登录的方式进行登录。

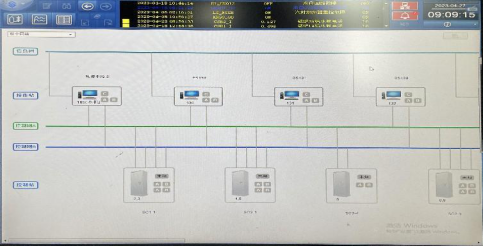
2.生产制造
工厂生产车间过程控制采用DCS技术,实现中央控制室统一监控,现场无人值守,生产过程可自动检测色值及浑浊度等信息,实现线上实时质量管控。公司主体生产设备和核心工艺采用德国BMA技术;过滤脱色环节配备德国普世全自动压滤机和法国诺华赛离子脱色设备;包装采用日本纽朗全自动包装机;行业率先在成品包装后的输送和存储系统采用9台ABB机械手和全自动立体库,实现白糖的先进先出FIFO管理及可追溯。公司设备管理采用线上二维码管理系统,设备档案、设备巡检等均使用系统进行线上操作,库存管理使用智能仓储系统,可根据批次、垛位、产线登信息实时查看成品糖质检信息,品控部使用系统线上发起批次抽检。


3.经营管理
公司企业资源计划使用SAP ERP系统,SAP系统涉及原料消耗、物料领用、采购管理、财务记账等业务,贸销物流系统、EPS采购系统、仓储管理(WMS)系统数据会统一推送至SAP系统,各业务部门在各业务系统中进行实际业务操作,相关结果会返回SAP系统,财务部在SAP系统中进行记账。各系统数据会统一推送到数据分析平台,自动生成业务、财务报表。

4.系统集成
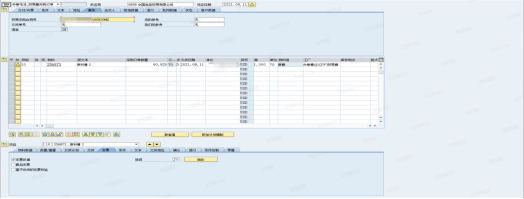
(1)制造业企业的核心数据为销售数据、技术数据、生产数据和采购数据。ERP、APS、DCS、WMS、WMS、TMS信息系统数据存在交叉关系,有部分数据对多个系统都需要,这部分数据需要在多个系统中共享,可以提高系统维护效率,也减少维护数据出错概率,改进了信息系统的功能。公司根据当年经
营计划及生产节奏,制定原糖采购订单,业务人员在ERP系统内进行相关业务操作。
|
|
|
|
|
|
(2)原料部创建完原料采购订单后,公司仓储部会根据ERP系统推送至WMS系统的原糖运输信息制定运输订单,通过公司人员现场管理以及地磅系统匹配实际到厂数量。通过无人地磅系统,可对原糖运输车辆进行严格把控,实现了人、车、出入厂时间以及运输重量进行精准定位。


(3)生产相关部门会根据数据分析系统计算的销售客户预计提货量制定生产计划,通过DCS系统,实时监控投料生产等相关业务。


(4)根据生产出的成品,包装车间及仓储部会制定相关入库计划,并设置相应机械手进行码垛作业,通过包装车间计数器以及DCS反馈出的合格品产量,在WMS系统中进行入库数量核对。

(5)销售根据实际经营情况及与客户约定的提货时间在SAP里创建销售订单,再由SAP推送至辽宁糖业TMS系统,进行订单发货及物流跟踪。


(6)物流在TMS系统内收到运输计划后,可在该计划下创建提货单,填写好司机姓名、手机号、身份证号后该物流单自动推送至WMS系统中,司机到厂后使用身份证进行装车预约登记,之后仓储部当班值班主任可在WMS系统中进行配货、装车线确定并自动进入排队队列。

(7)司机装货完成后、由理货员进行二次检查确认(海运需要使用铅封,并在WMS系统中填入铅封号),确认无误后,司机通过无人地磅系统完成装车作业,后续提货信息返回至TMS系统中。

(8)货物送达后,客户确认产品批次和货物品类无误后,会将该提货单在TMS系统中进行签收,签收信息确认后,会从TMS系统返回SAP系统。

5.新技术新模式应用
仓储部成品库房采用RFID物联网技术,标签绑定糖品信息,通过结合机械手业务数据,自动统计入库量与出库量,通过RFID感应门智能识别出库批次,当实际出库批次不符合客户标准时,会自动报警提升,提升品质管理及客户满意度。

6.安全生产水平情况
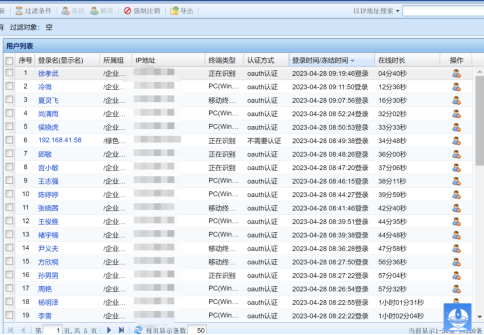
(1)网络安全:辽宁糖业工厂采用了行业较为领先的网络安全建设模式,办公网络互联网出口已通过数字电路迁移至中粮集团,通过两台防火墙控制公司内部员工是否可以访问业务系统以及正常办公上网需求,并设有上网行为管理系统,仅内部员工可通过“中粮E+”APP或客户端进行上网认证,没有通过认证的人员因下行防火墙控制无法访问任何业务系统及正常上网,大幅度提升公司网络安全性。

(2)工控安全:机械手和输送皮带是工业生产中的常用工具,它可以代替人完成许多危险和繁重的工作,大大提高了工作效率,机械手和输送皮带使用时必须有安全防护措施。辽宁糖业智能工厂机械手采用机械手光电保护装置,当人员误入机械手作业区域或机械手停止后,保护装置就会发出信号,当其他人员离开该区域动作也停止后,机械手才能继续运行,保障了该区域作业人员的人身安全。

(3)输送皮带急停装置:预防人身事故的发生具有十分重要的意义。皮带急停装置主要是通过在皮带上设置一定数量的急停按钮,当发生紧急情况时,由控制系统发出指令,通过急停按钮启动急停装置,使皮带停止运行,从而达到保护人身和设备的安全。当发生紧急情况时,按下急停按钮,此时驱动电机带动皮带旋转使其停止运行;同时,驱动电机另一端的急停按纽就会被按下。

(4)安全生产管理平台:通过智能AI监控探头可以实时检测厂区作业区域、易发生安全事故区域人员是否有佩戴安全帽、穿着工作服、人员倒地检测、烟火事故报警情况监测,监测到报警信息后可推送到安全管理人员的中粮E+APP上,由专职安全管理人员第一时间进行响应处置。

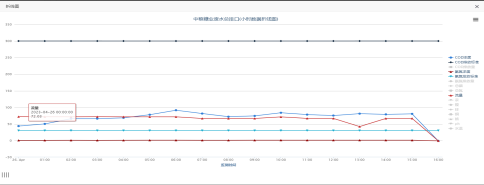
(5)环境安全:辽宁糖业现有水污染源、烟气污染源在线监测设备各一套,分别2021年3月16日、2019年10月11日完成验收备案,并投入使用。现有水污染源监测系统采用的中兴C300型COD在线分析仪、C310型氨氮分析仪,SONAR-110S型pH分析仪及德润水质自动采样器,满足最新《水污染源在线监测系统(CODCr、NH3-N 等)运行技术规范》。烟气污染源在线系统采用日本堀场IM-1000EL的气态污染物监测系统,可实现主要污染物颗粒物、二氧化硫、氮氧化物,以及温度、流速等参数的测量。2023年为满足国家标记系统要求,我公司对烟气污染源监测系统实现升级改造工作。

四、未来智能制造发展规划
辽宁糖业智慧工厂项目的未来发展规划旨在通过引入先进的机器人技术和自动化设备,实现生产线的智能化和高效化。同时利用大数据分析和人工智能技术,优化生产过程,提前发现问题并提升生产效率。智能物流管理和质量控制系统的应用,将减少人工干预和废品率,提高产品质量和一致性。此外,人机协作是未来的发展趋势,充分发挥人的智慧和创造力,与机器协同工作,实现更高效和灵活的生产方式。